Střídavé spínání dvou výstupních kontaktů
Zapojení s PLC automatem FBs-14MC je následující (obdobně pro jiné typy):
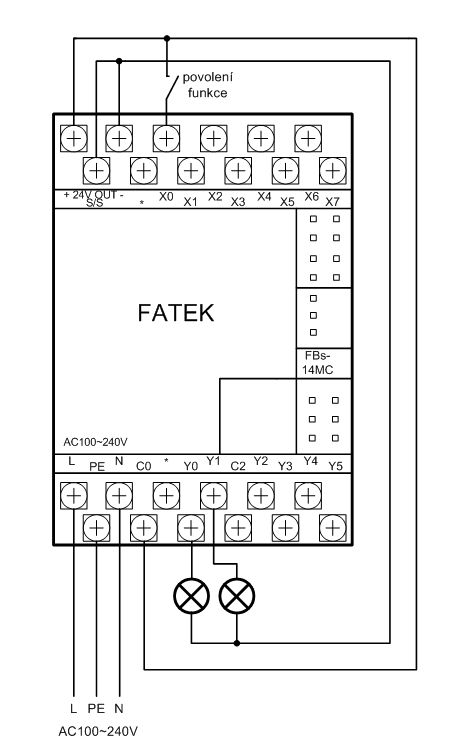
Jako zdroj pro napájení žárovek se využívá vnitřního zdroje PLC automatu (24Vss). Společná svorka výstupů (C0) je přivedena na +24Vss a společná svorka vstupů (S/S) je přivedena na -24Vss.
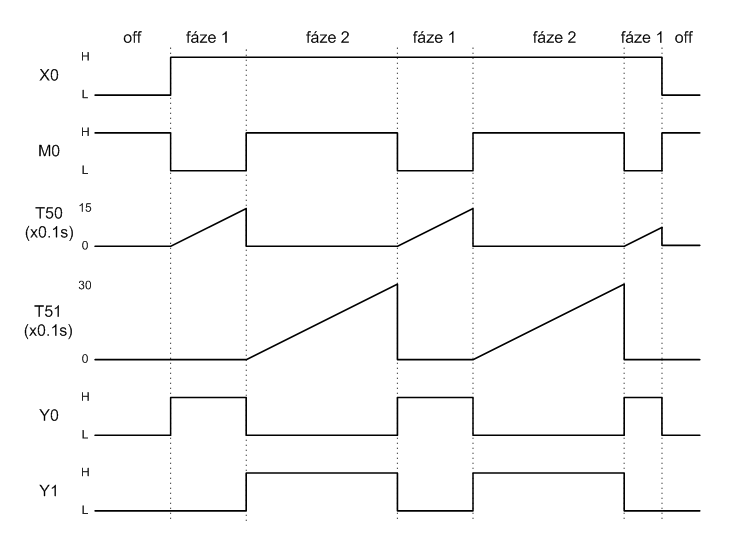
Funkce programu je znázorněna pomocí časového diagramu:
Nejdříve je potřeba nainstalovat program WinProladder (software pro konfiguraci a monitorování PLC automatů FATEK).
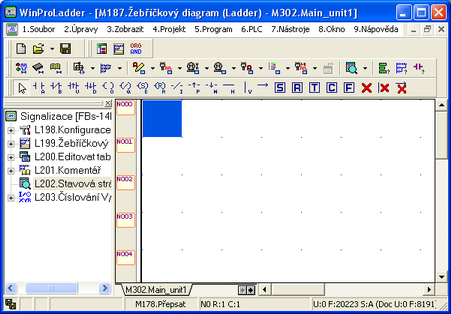
- Spusťte program WinProladder ze Start – Programy – Fatek PLC – WinProladder.
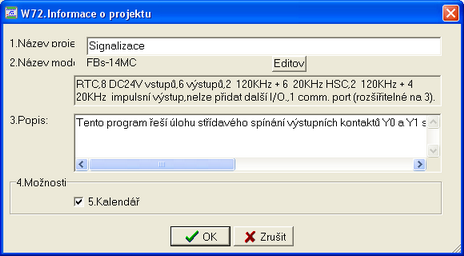
- Založte nový projekt z menu Soubor – Nový projekt. Objeví se okno s informacemi o projektu, kde vyplníte název projektu, vyberete použitý PLC automat, doplníte popis projektu a potvrdíte tlačítkem OK.
- Nyní máme vytvořený projekt a můžeme začít vytvářet žebříčkový diagram (ladder).
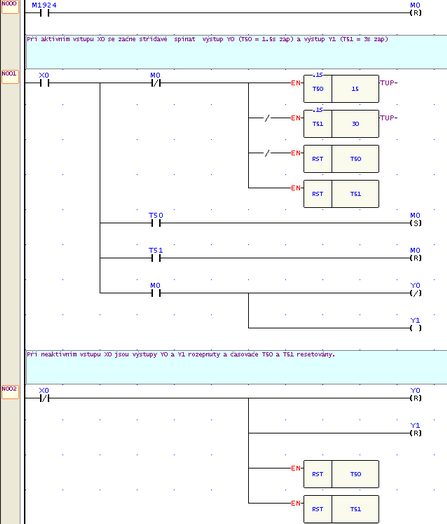
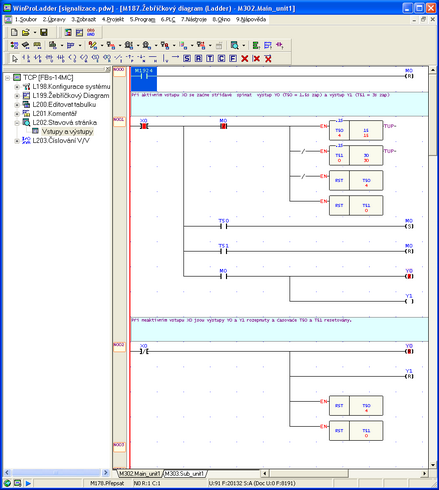
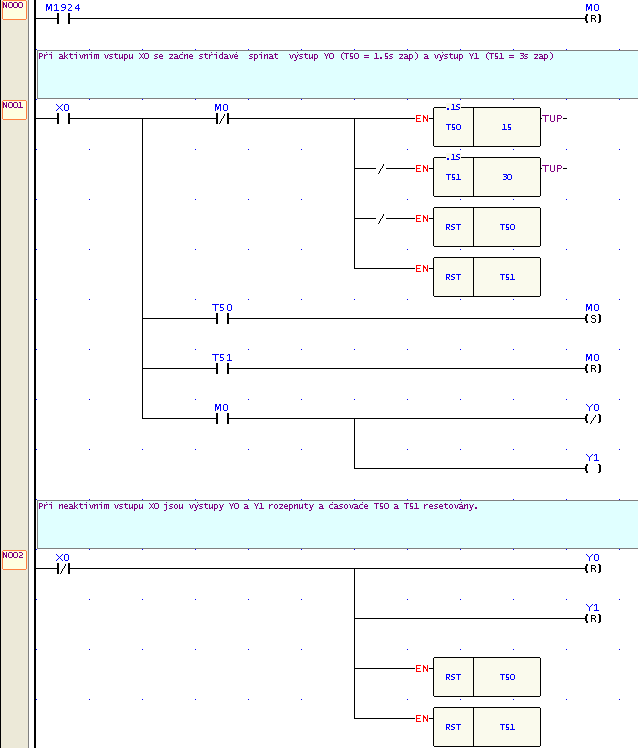
- Síť N000 zajistí počáteční nastavení pomocného bitu M0, který se používá k přepisu stavu na výstupy. Bit M1924 je aktivní pouze při prvním průchodu programu diagramem.

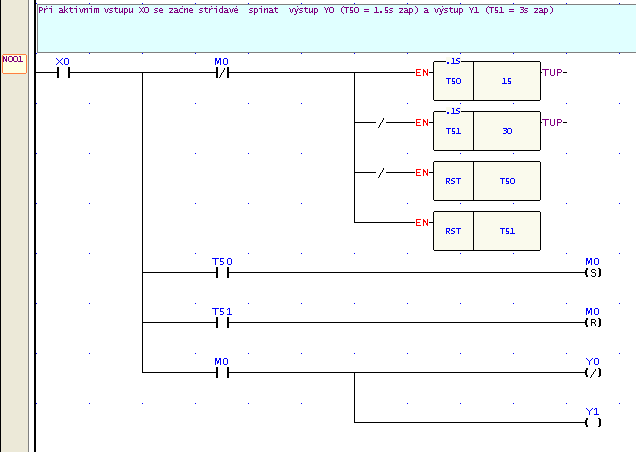
- V síti N001 jsou použity 2 časovace: T50 (15 x 0.1s = 1.5s) a T51 (30 x 0.1s = 3s). Vstup X0 povoluje/zakazuje funkci střídavého spínání výstupních kontaktů. Pomocný bit M0 určuje fázi, ve které se automat nachází. Ve fázi 1 je M0 v úrovni L, běží časovač T50 a časovač T51 je resetován. Ve fázi 2 je naopak M0 v úrovni H, běží časovač T51 a časovač T50 je resetován. Stav pomocného bitu M0 se přepisuje na výstupní kontakt Y0 a negovaně na Y1.
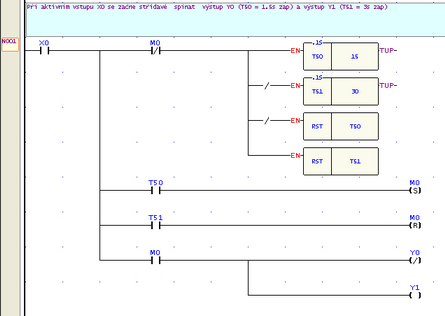
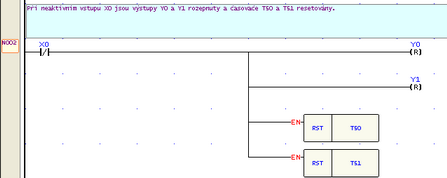
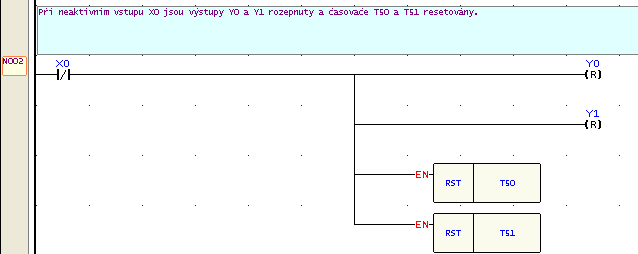
- V síti N002 je vyřešeno chování automatu při rozpojeném vstupu X0. V takovém případě jsou oba výstupní kontakty Y0 a Y1 rozpojeny a časovače T50 a T51 jsou zastaveny.
- Celý žebříčkový digram vypadá nakonec takto.
- Připojíme se k PLC automatu FATEK pomocí menu PLC – Připojit.
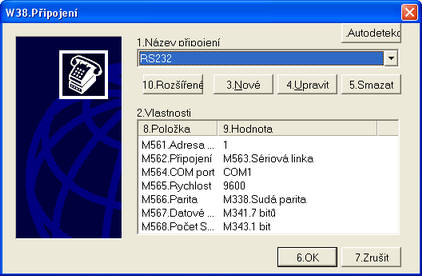
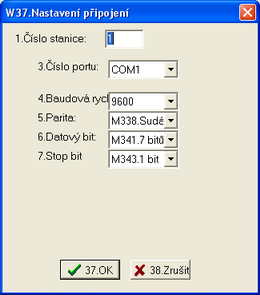
- V nově otevřeném okně vybereme požadované připojení k PLC automatu, popř. ho můžeme ještě přenastavit po stisku tlačítka Upravit.
- Po potvrzení se začne PLC automat připojovat k PC.
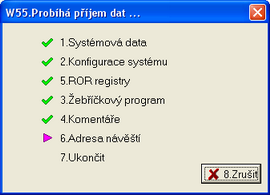
- Po úspěšném připojení ze zobrazí tabulka se stavem PLC.

- Můžeme spustit program v menu PLC – Spustit program. Dále již jen potvrdíte, že si přejete spustit PLC.
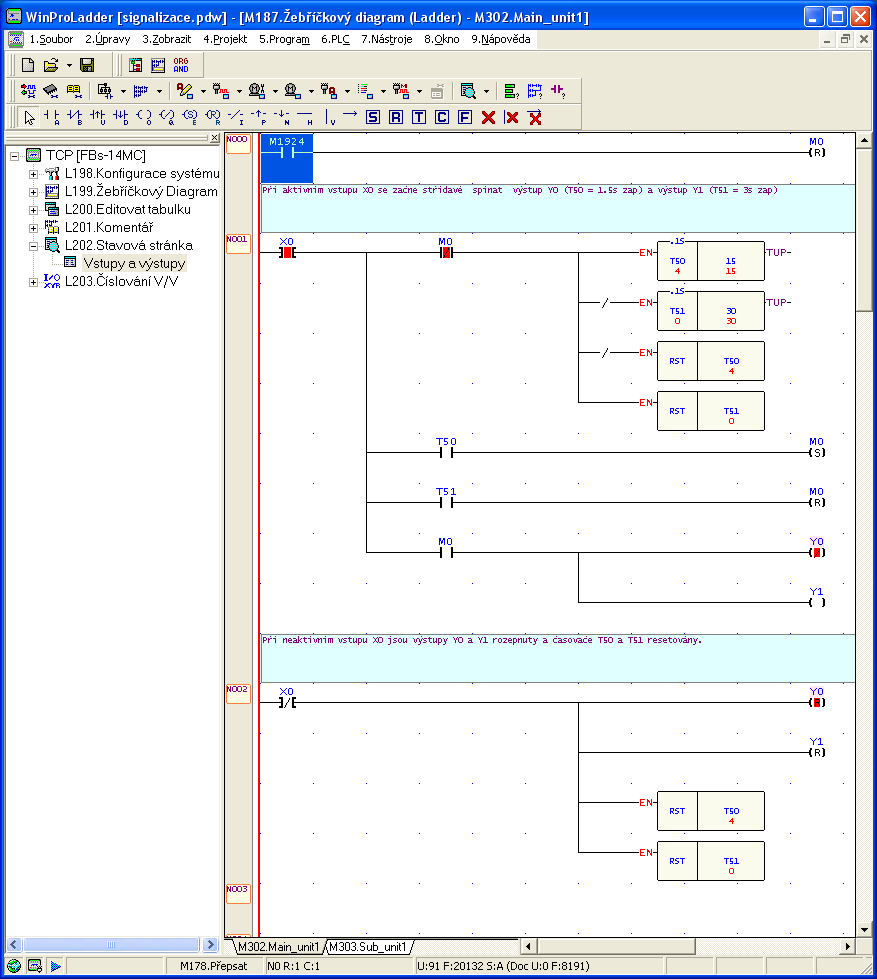
- V žebříčkovém diagramu můžete sledovat stavy kontaktů, časovačů atd.

Tip k příkladu:
Pokud si chceme uvedený program pouze vyzkoušet bez fyzického zapojení vstupů a výstupů, můžeme použít následující postup:
- Stavy vstupních a výstupních kontaktů aj. lze sledovat i ovlivňovat pomocí stavové stránky. Tu vytvoříme v menu Projekt – Stavová stránka – Nová stavová stránka a zadáme její název.
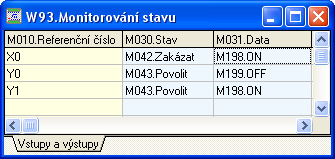
- Vytvoří se tabulka pro monitorování stavu PLC. Do sloupce Referenční číslo zadáme vstup X0 a výstupy Y0 a Y1, ostatní sloupce se doplní automaticky. Pokud chceme upravovat stav vstupu X0, musíme u něj nejprve v sloupci Stav vybrat Zakázat (platná budou data ze stavové stránky a ne z fyzického zapojení vstupu X0). Potom můžeme již upravovat hodnoty ve sloupci Data (0 = OFF, 1 = ON).
- Po spuštění programu můžeme na PLC automatu sledovat stavy vstupů a výstupů.
Přílohy: signalizace
Nejnovější komentáře